| 新闻动态 |
|
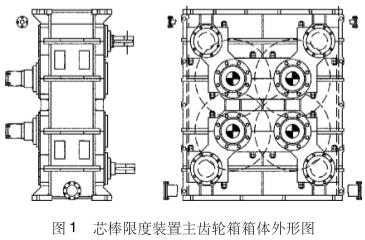
大型齿轮加工公司现以齿轮箱体长2.4m,宽1.8m,高2.7m,由上、中、下共5部分组成,箱体自重约10t,是典型的分层组合焊接式结构,如下图所示。
该齿轮箱体由热轧正火钢板Q235A组焊加工而成,存在较多异厚板对焊情况,易产生变形和裂纹等焊接缺陷。箱体上有加工精度要求很高的8组轴承孔和4组层间结合面,加工部位多,尺寸精度控制难度大,采用合理的加工工艺、焊接方案和去应力工序是保证该齿轮箱体加工精度的关键。 |
地址: 山东淄博博山区两平 电话: 0533-4122797 传真: 0533-4122798 鲁ICP备2021028383号-1
|
|
||